目前用于液壓成形的焊管主要有電阻焊(ERW)管和激光焊管。焊管是板帶彎曲之后焊接而成的,焊接質(zhì)量直接決定焊管的質(zhì)量。因此焊管的大量應(yīng)用是建立在薄板焊接技術(shù)發(fā)展成熟的基礎(chǔ)之上的。本文興迪源機(jī)械帶來液壓成形材料的性能評(píng)價(jià)詳解。
一、液壓成形用焊管的分類及特點(diǎn):
目前用于液壓成形的焊管主要有電阻焊(ERW)管和激光焊管。焊管是板帶彎曲之后焊接而成的,焊接質(zhì)量直接決定焊管的質(zhì)量。因此焊管的大量應(yīng)用是建立在薄板焊接技術(shù)發(fā)展成熟的基礎(chǔ)之上的。在眾多焊接技術(shù)中,目前僅有數(shù)種焊接方法廣泛應(yīng)用于焊管的生產(chǎn),其中應(yīng)用最為廣泛的為電阻焊管與激光焊管。
1)電阻焊管:
電阻焊管是將冷軋或熱軋板材成形后,利用流經(jīng)工件連接面的高頻電渡所產(chǎn)生的電阻熱,使管坯邊緣加熱熔化,在擠壓輥的作用下進(jìn)行壓力焊接來實(shí)現(xiàn)生產(chǎn)的,其基本原理如圖3.4所示。
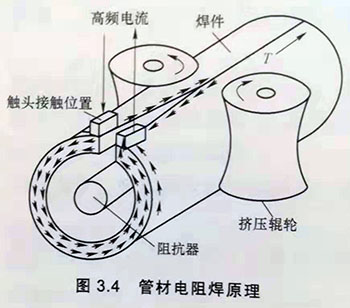
圖3.4 管材電阻焊原理
由于施加的是高頻電流,因此也稱高頻電阻焊(HERW)管,而且只有直縫才能采用該焊接技術(shù),所以又稱為直縫高頻電阻焊鋼管。高頻電阻焊主要是利用高頻電流的集膚效應(yīng)和鄰近效應(yīng),其頻率范圍為300~450kHz。
高頻電阻焊具有下列特點(diǎn):
?、匐娏麟x度集中于焊接區(qū),加熱速度極快,焊接速度高達(dá)150-200mmin。
②焊件自冷作用強(qiáng),熱影響區(qū)小,且不易發(fā)生氧化,焊縫的組織和性能優(yōu)良。
?、酆盖昂讣砻鏌o須清理,效率高。
?、苓m用于多種金屬焊接,產(chǎn)品形狀規(guī)格多。
?、莺附舆^程中不添加任何焊料,焊縫沒有經(jīng)過熔化狀態(tài),只是經(jīng)過再結(jié)晶過程,故形成的焊縫與母材的化學(xué)成分基本一致, 鋼管焊接后經(jīng)過退火處理,冷加工內(nèi)應(yīng)力和焊接殘余應(yīng)力均得到改善,因此電阻焊鋼管綜合力學(xué)性能較好。電阻焊管由于具有尺寸精度好、價(jià)格低、生產(chǎn)效
率高等優(yōu)點(diǎn),受到越來越多用戶的青睞。目前,電阻焊管已逐步成為油氣儲(chǔ)運(yùn)領(lǐng)域中的首選管材,尤其是在石油、石化、航空航天、汽車、成品油及天然氣城市管網(wǎng)領(lǐng)域中的應(yīng)用非常廣泛。
電阻焊管焊縫質(zhì)量與焊接速度、溫度、擠壓力乃至管坯厚度都有密切的關(guān)系。
當(dāng)接速度不變時(shí),熱影響區(qū)的寬度與焊接溫度成正比,與擠壓力成反比,與焊接速度成反比。板材越薄,熔融區(qū)和熱影響區(qū)范圍較小。壁厚小于3mm的鋼管,熱影響區(qū)寬度為管壞厚度的1/4~1/3,熔合線寬度應(yīng)為0.02~0.12mm,金屬流線角應(yīng)在45~60°。但對(duì)于壁厚大于5mm的厚壁管,熱影響區(qū)寬度大于1/3,但一般不超過壁厚的1/2,相應(yīng)的熔合線寬度也略寬一點(diǎn)。經(jīng)過對(duì)電阻焊管進(jìn)行擴(kuò)口、壓肩、沖擊韌性、斷裂韌性等研究,發(fā)現(xiàn)電阻焊管具有優(yōu)良的綜合力學(xué)性能。
2)激光焊
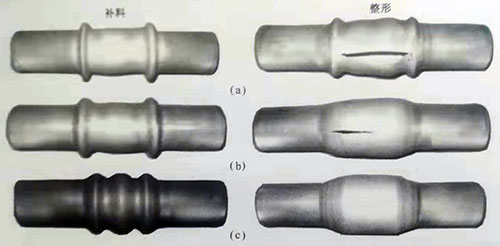
激光焊管由冷軋板彎制后進(jìn)行激光焊接而成,其制造工序?yàn)?鋼板開卷落料一鋼板預(yù)制成形一激光焊接。雖然制造工序不復(fù)雜,但對(duì)鋼板預(yù)彎成形后間隙量要求很高,否則難以保證激光焊接的質(zhì)量。管坯預(yù)制成形有兩種技術(shù)方案輥壓彎曲成形與“U-O”成形,如圖3.5所示。
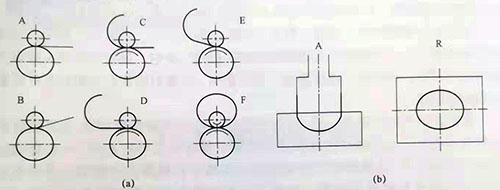
圖3.5管胚預(yù)制工藝過程
a)輥壓彎曲成形;(b)U-O成形
在激光拼焊管制造中,管坯預(yù)制成形是一道非常重要的工序,直接影響后道工序激光焊接的質(zhì)量。
相比其他焊接技術(shù),激光焊接具有以下優(yōu)點(diǎn):
?、賹儆诜墙佑|加工,管材表面質(zhì)量好。
?、诤附訒r(shí)無須對(duì)工件加壓,管材內(nèi)部無毛刺(這是激光焊管相比阻焊管的主要優(yōu)點(diǎn))。
?、奂す夂附铀俣瓤?焊管的熱影響區(qū)窄,受影響區(qū)域一般不大于管材壁厚,焊接接頭性能好。
?、芗す夂附訒r(shí)熔深大,深寬比可達(dá)5.0以上,且焊縫質(zhì)量穩(wěn)定,變形小。因此,受到歐美眾多大型汽車廠商的青睞。
然而,激光焊接設(shè)備價(jià)格由于昂貴,主要用于大批量自動(dòng)化生產(chǎn)。
激光焊接接頭中焊縫的屈服強(qiáng)度較母材有較大提高,但二者的抗拉強(qiáng)度相差不大,焊縫的硬化指數(shù)和延伸率均下降,一般約為母材的70%。激光焊后焊縫處的硬度一般高于母材,焊縫熔合區(qū)硬度是母材硬度的2.5~3倍,由于熱影響區(qū)很窄,因此母材和焊縫間的硬度梯度很陡,熱影響區(qū)(HAZ)的平均硬度是母材硬度的1.5倍左右。然而,激光拼焊板焊縫區(qū)域的杯突值較母材有一定程度的降低,說明焊縫深沖性能低于母材。
二、液壓成形焊管的性能評(píng)價(jià):
根據(jù)GB/T13793-2008,焊管工藝性能評(píng)價(jià)有壓扁試驗(yàn)、彎曲試驗(yàn)和擴(kuò)口試驗(yàn),但這些試驗(yàn)不能真實(shí)地反映出焊管在液壓成形過程中的變形及受力狀態(tài),
因此也亟待有針對(duì)液壓成形焊管的性能評(píng)價(jià)標(biāo)準(zhǔn)出臺(tái)。
目前,哈爾濱工業(yè)大學(xué)對(duì)液壓成形焊管性能評(píng)價(jià)做了系統(tǒng)的研究:通過建立軸向輪廓幾何模型來獲得計(jì)算管材脹形曲率半徑的公式;根據(jù)塑性理論與體積不變條件,建立管材脹形區(qū)最高點(diǎn)的壁厚理論模型。根據(jù)上述直接測(cè)試得到的數(shù)據(jù)以及脹形區(qū)幾何輪廓模型與最高點(diǎn)壁厚理論模型即可求解得到管材脹形區(qū)最高點(diǎn)的應(yīng)力與應(yīng)變分量。針對(duì)試驗(yàn)管材,選擇合適的屈服準(zhǔn)則與硬化模型, 假設(shè)屈服函數(shù)與塑性勢(shì)函數(shù)相關(guān)聯(lián),即可得到雙向應(yīng)力狀態(tài)下焊管的等效應(yīng)力一等效應(yīng)變關(guān)系,從而得到管材的力學(xué)性能。
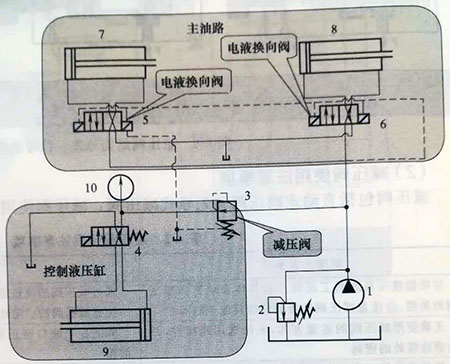
基于以上理論分析,研制了管材力學(xué)性能測(cè)試設(shè)備,如圖3.6所示。該設(shè)備為哈爾濱工業(yè)大學(xué)流體高壓成形技術(shù)研究所自主研制,具有完全自主知識(shí)產(chǎn)權(quán)的先進(jìn)設(shè)備,由機(jī)身、液壓系統(tǒng)、高壓系統(tǒng)、計(jì)算機(jī)控制系統(tǒng)和分析計(jì)算系統(tǒng)五部分組成。
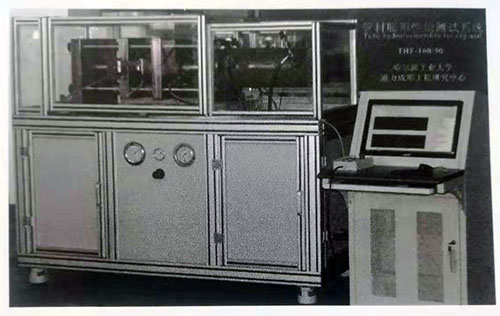
圖3.6管材液壓脹形測(cè)試原理與裝置
該設(shè)備具有如下特點(diǎn):
①不剖切管材,可直接獲得管材的力學(xué)性能及成形性能指標(biāo)。
?、跍y(cè)試出復(fù)雜應(yīng)力狀態(tài)下各向異性材料的應(yīng)力一應(yīng)變曲線和成形性能。
?、蹆H需測(cè)試管材初始壁厚和脹形后最高點(diǎn)的壁厚,根據(jù)線形法公式由軟件計(jì)算出來結(jié)果,避免了中斷試驗(yàn)多次測(cè)量壁厚和多試樣法帶來的誤差,
?、馨寻宀木砗赋蓤A筒坯,可獲得板材在復(fù)雜應(yīng)力狀態(tài)下的力學(xué)性能。
通過測(cè)試可獲得管材以下力學(xué)性能指標(biāo):
①極限脹破壓力。
②最大膨脹率。
?、壅鎸?shí)應(yīng)力一應(yīng)變曲線。
?、芄こ虘?yīng)力一應(yīng)變曲線。
?、萸?qiáng)度。
?、蘅估瓘?qiáng)度。
⑦加工硬化指數(shù)n值。
⑧成形極限圖。
圖3.7為測(cè)試樣件及獲得的成形極限圖。
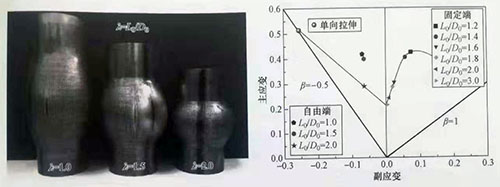
圖3.7試樣及成形極限圖
【興迪源機(jī)械液壓成形技術(shù)優(yōu)勢(shì)】
興迪源機(jī)械嚴(yán)格按照ISO國(guó)際標(biāo)準(zhǔn)質(zhì)量管理體系和5S管理標(biāo)準(zhǔn)進(jìn)行質(zhì)量監(jiān)控和內(nèi)部管理。建立有 “河南省流體壓力成形智能裝備工程技術(shù)研究中心”,核心團(tuán)隊(duì)由數(shù)10名博士、碩士和各高等院校金屬成形專家教授組成,專注于液壓成形核心技術(shù)和產(chǎn)品工藝研發(fā)。

興迪源機(jī)械與中國(guó)科學(xué)院金屬研究所、南京航空航天大學(xué)等院校開展長(zhǎng)期的產(chǎn)、學(xué)、研合作,并共同設(shè)立了“液壓成形技術(shù)產(chǎn)業(yè)化示范基地”,時(shí)刻跟蹤國(guó)內(nèi)外領(lǐng)先技術(shù),不斷提升“興迪源”液壓設(shè)備品牌價(jià)值。
部分文段和圖片摘自:
《汽車板材先進(jìn)成形技術(shù)與應(yīng)用》
作者:謝文才 劉強(qiáng)
由興迪源機(jī)械編輯
版權(quán)歸原作者所有
如若侵權(quán)請(qǐng)聯(lián)系刪除