板材充液拉深成形的基本原理是采用液體作為傳力介質(zhì)傳遞載荷,使板材在傳力介質(zhì)的壓力作用下貼靠凸模以實(shí)現(xiàn)金屬零件的成形。本文興迪源機(jī)械帶來板材充液拉深液壓成形的工藝過程、基本原理及新發(fā)展技術(shù)。
一、板材充液拉深成形工藝過程:
板材充液拉深成形工藝過程可分為四個(gè)階段,如圖8-1所示。首先開動(dòng)液壓泵將液體介質(zhì)充滿充液室至回模表面,在四模表面上放好坯料(圖8-1(a),施加壓邊力FQ(圖8-1(b);然后凸模開始?jí)喝氚寄?,通過自然增壓或者液壓系統(tǒng)使充液室的液體介質(zhì)建立起壓力,將板材緊緊壓貼在凸模上(圖8-1(c),同時(shí)流體沿法蘭下表面向外流出,形成流體潤(rùn)滑,直至成形結(jié)束(圖8-1(d)。
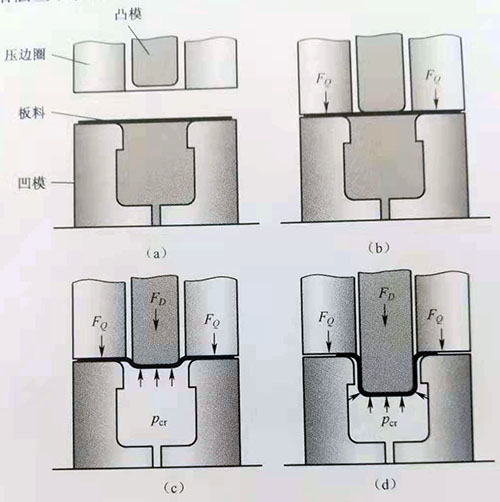
圖8-1充液拉深成形過程
(a)充液階段;(b)施加壓邊力;(e)成形階段;(d)成形結(jié)束。
二、板材充液拉深成形的基本原理:
板材充液拉深成形的基本原理是采用液體作為傳力介質(zhì)傳遞載荷,使板材在傳力介質(zhì)的壓力作用下貼靠凸模以實(shí)現(xiàn)金屬零件的成形。充液拉深過程中能產(chǎn)生流體潤(rùn)滑和有益摩擦效果,如圖8-2所示,液室壓力使板材與凸模之間產(chǎn)生有位摩擦力F,液室壓力越大,摩擦力越大。
在液室壓方達(dá)到某一臨界值時(shí),液體的壓力作用使坯料法蘭部分脫離凹模圓角,消除壞料與模圓角之間的摩擦,在沒有密封的情況下(圖8-2(a)),充液室內(nèi)液體介質(zhì)強(qiáng)行從法“與四模之間流出,在整個(gè)法蘭區(qū)形成流體潤(rùn)滑,從面有效降低法“與四模間的摩擦缺點(diǎn)是無法精確控制液室壓力。
如果采用密封(圖8-2(b),液體介質(zhì)無法從法蘭下流出,不能形成流體潤(rùn)滑,但此時(shí)卻可以用溢流閥調(diào)節(jié)液室壓力。完全靠凸模進(jìn)入凹模的自然增壓方式往往使初期液壓不足,不能抵消凸模圓角處坯料的拉應(yīng)力面發(fā)生破裂,此時(shí)可采用強(qiáng)制增壓,即在施加壓邊力之后,啟動(dòng)液壓泵向充液室內(nèi)注入液體介質(zhì)增壓,然后再使凸模進(jìn)入凹模,實(shí)現(xiàn)充液拉深。
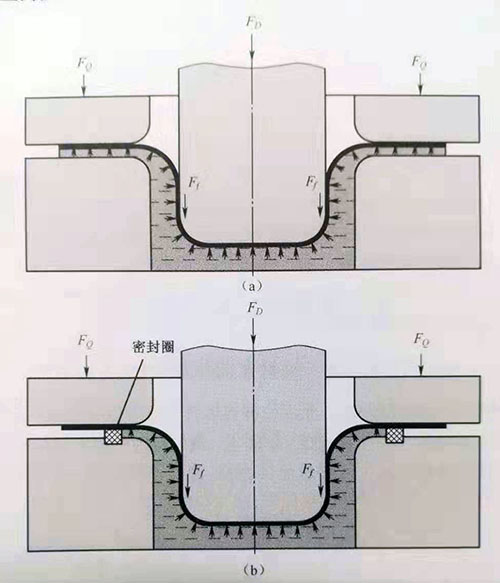
圖8-2充液拉深的流體潤(rùn)滑與有益摩擦
(a)無密封情況;(b)有密封情況。
三、充液拉深基本工藝的新發(fā)展技術(shù):
在充液拉深基本工藝的基礎(chǔ)上,還發(fā)展了徑向加壓充液拉深、徑向加壓充液反拉深、變薄充液拉深、差溫充液拉深等新技術(shù)。
1)徑向加壓充液拉深方法:
徑向加壓充液拉深方法,是以充液拉深工藝為基礎(chǔ),設(shè)置額外的通液孔,使充液室的液體壓力作用于壞料外緣,徑向壓力能夠改善變形區(qū)受力情況,降低傳力區(qū)的載荷,從面增大允許的變形程度。另外,前述的充液拉深基本工藝中,液體僅從法蘭下方一側(cè)流出,法蘭上表面沒有形成理想的潤(rùn)滑,而徑向加壓充液拉深使雙面都有很好的潤(rùn)滑狀態(tài),這也是促使變形程度提高的一個(gè)重要因素。
2)徑向加壓充液反拉深:
徑向加壓充液反拉深,是徑向加壓充液拉深向反拉深的延伸與擴(kuò)展。模具上多開幾個(gè)側(cè)孔,增加一處密封,把液室壓力引到拉深件外周。該工藝的優(yōu)點(diǎn)是能夠通過反拉深進(jìn)一步提高總體變形程度,減少總拉深道次;缺點(diǎn)是模具結(jié)構(gòu)復(fù)雜。該方法適合于超深筒形件、尖錐形復(fù)雜件的成形。
3)變薄充液拉深:
變薄充液拉深,是把充液介質(zhì)有效地應(yīng)用于變薄拉深。按充液方式不同可分為反向變薄充液拉深、正向變薄充液拉深及雙向變薄充液拉深。三種方式均可有效地提高變薄拉深的極限變形程度,其中尤以正向及雙向更佳。另外,變薄充液拉深對(duì)于傳統(tǒng)變薄拉深中常出現(xiàn)的模具熱粘著現(xiàn)象有顯著的抑制效果,尤其適合不銹鋼的變薄拉深,提高表面質(zhì)量。
4)差溫充液拉深:
差溫充液拉深,是首先將壓邊圈壓靠在充滿液體介質(zhì)的凹模上,對(duì)凹模及壓邊圈進(jìn)行加熱,加熱到一定溫度后抬起壓邊圈、放入坯料,合模保溫到設(shè)定溫度后,凸模下行進(jìn)行拉深,同時(shí)凸模內(nèi)通過循環(huán)水冷卻降低凸模溫度。該工藝的優(yōu)點(diǎn)是通過差溫拉深使法蘭變形區(qū)材料變形抗力降低的內(nèi)在因素與充液拉深流體潤(rùn)滑、有益摩擦的外在因素相結(jié)合,進(jìn)一步提高凸模圓角處環(huán)料的相對(duì)承載能力,從而提高成形極限。由于受液體介質(zhì)耐熱溫度的限制,適合在不高的溫度(300℃以下)條件下成形鋁合金、鎂合金及不銹鋼等材料。上要缺點(diǎn)是工藝復(fù)雜、效率低,模具成本高。
【興迪源機(jī)械板材充液液壓成形設(shè)備優(yōu)勢(shì)】
興迪源機(jī)械板材充液成形設(shè)備采用液體作為傳力介質(zhì)代替剛性凸?;虬寄鬟f載荷,使坯料在傳力介質(zhì)作用下貼靠凸模或凹模以實(shí)現(xiàn)金屬板材零件的成形。設(shè)備整體采用三梁四柱式結(jié)構(gòu),并將壓邊缸和拉伸缸復(fù)合在一起,主缸與副液壓缸相互配合,實(shí)現(xiàn)難變形材料、復(fù)雜形狀、較大拉深比的鈑金類零件的精確、高效成形。

XD-SHF系列板材充液成形設(shè)備是我司自主創(chuàng)新、研制開發(fā)出的具有獨(dú)立知識(shí)產(chǎn)權(quán)的液態(tài)介質(zhì)柔性成形設(shè)備,用于鈑金類零件的高精度成形,在國(guó)內(nèi)具有先進(jìn)水平。板材充液成形設(shè)備所加工的零件具有回彈小、尺寸精度高、表面質(zhì)量好等優(yōu)勢(shì),廣泛適用于航空航天、石油、核電、汽車、大型柴油發(fā)動(dòng)機(jī)等領(lǐng)域。比如飛機(jī)上口框零件的預(yù)制坯,臺(tái)階型非對(duì)稱油底殼拉深,盒形件的帶背壓拉深以及汽車減震器托盤等成形。
部分文段和圖片摘自:
《現(xiàn)代液壓成形技術(shù)》
作者:苑世劍
由興迪源機(jī)械編輯
版權(quán)歸原作者所有
如若侵權(quán)請(qǐng)聯(lián)系刪除